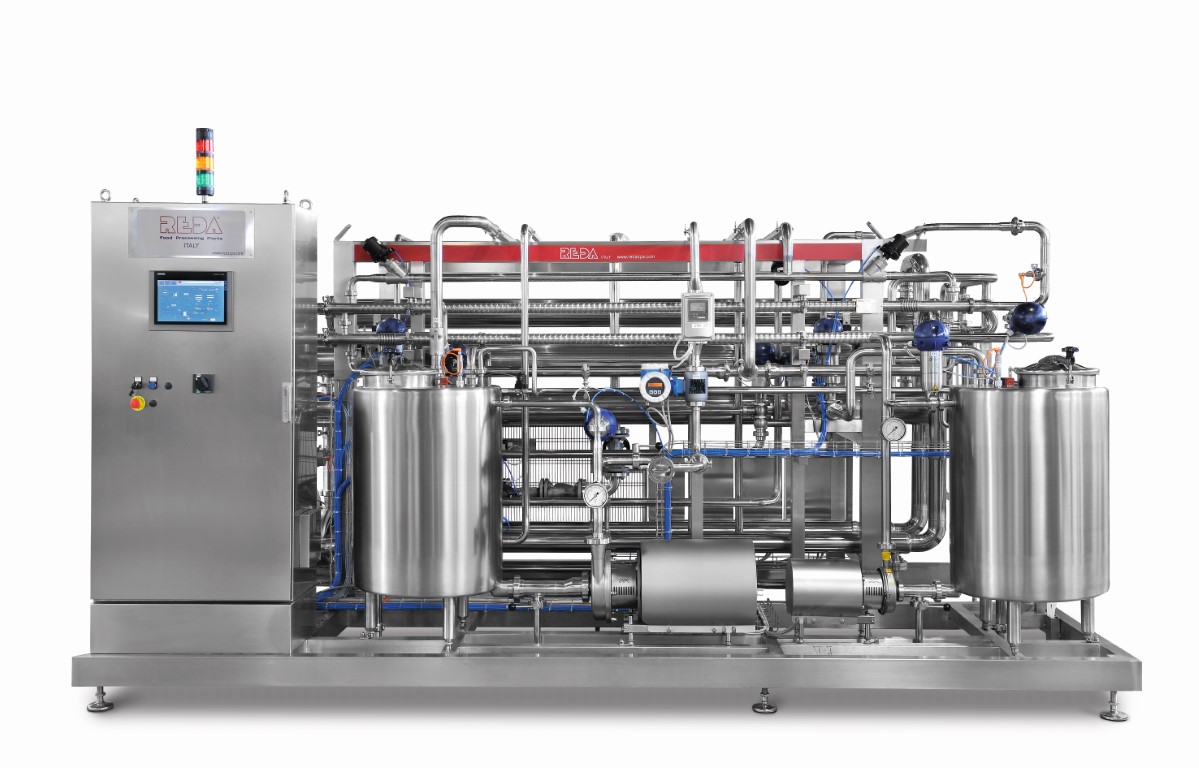
Membrane Filtration System
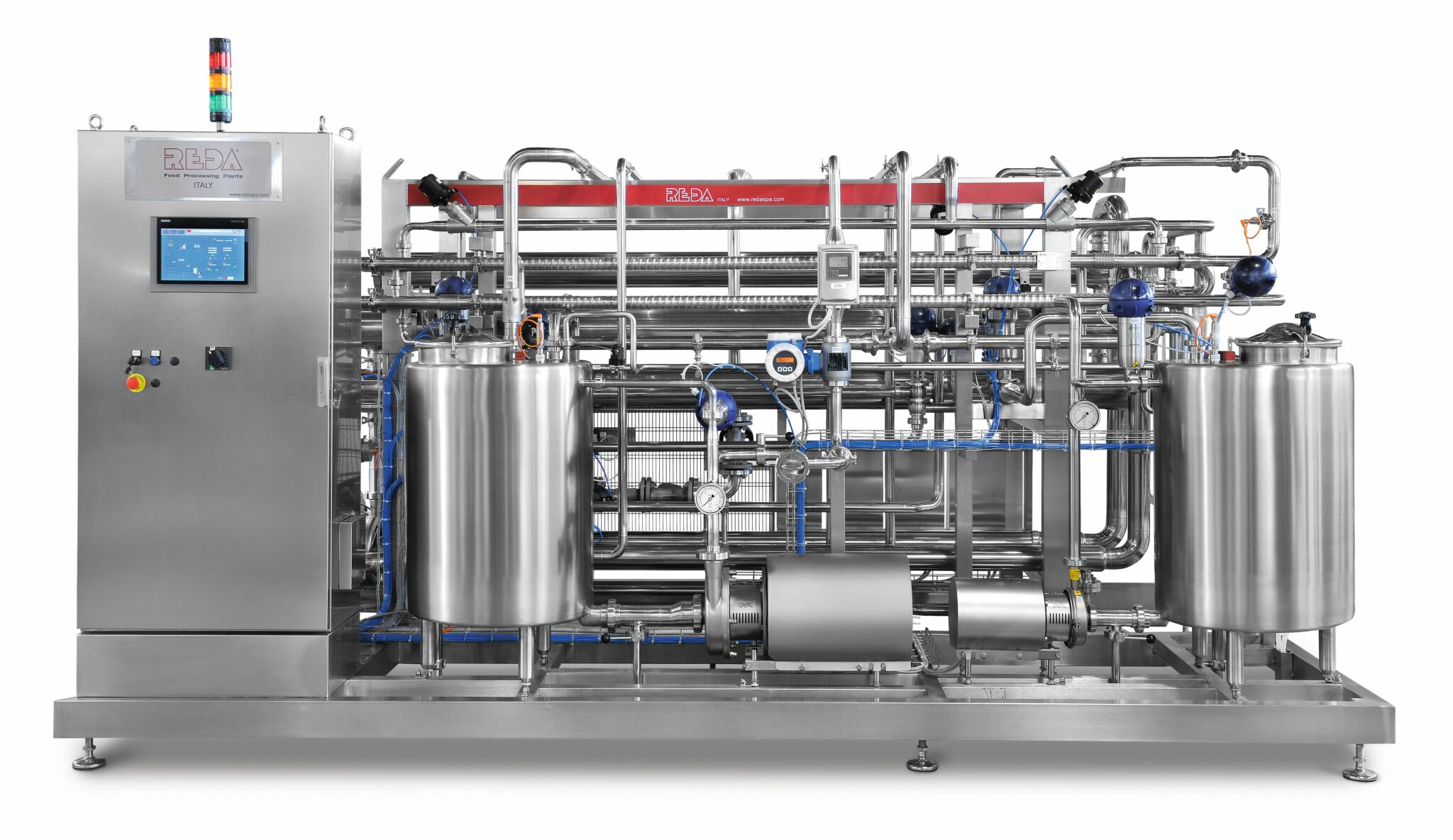
Membrane Filtration System
Advanced separation and concentration technologies for dairy products
Notre gamme complète de systèmes de filtration membranaire offre des solutions innovantes pour la concentration, la purification et la fractionation des produits laitiers. Conçus pour maximiser l'efficacité et la qualité des produits finis.
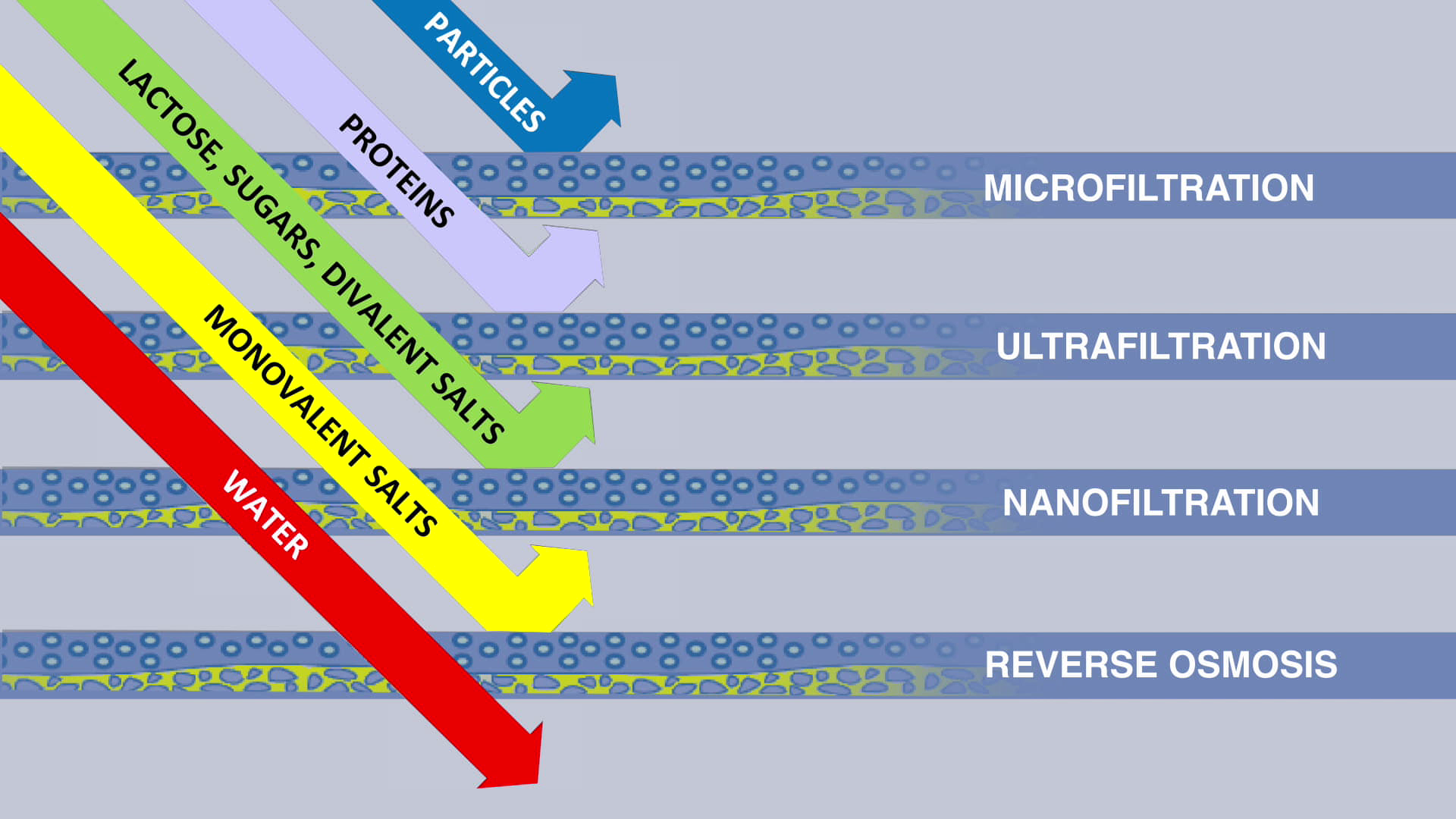
Technologies: Microfiltration, Ultrafiltration, Nanofiltration, Osmose Inverse
Application: Concentration protéique, standardisation du lait, déminéralisation
Avantage: Efficacité énergétique et préservation des qualités natives
Main characteristics of membrane filtration systems
- Gamme complète : Microfiltration (MF), Ultrafiltration (UF), Nanofiltration (NF), Osmose Inverse (RO)
- Capacité de traitement : 200 à 50,000 litres/heure selon configuration
- Membranes haute performance en matériaux composites avancés
- Récupération de produit > 98% pour une efficacité maximale
- Construction entièrement en acier inoxydable AISI 316L qualité alimentaire
- Système de contrôle PLC avec interface HMI tactile 15"
- Nettoyage CIP automatique intégré avec validation automatique
- Pressions de service jusqu'à 40 bar selon la technologie
- Certifications : CE, FDA, EHEDG, 3-A Sanitary Standards
- Conception modulaire sur skid pré-assemblé pour installation facile
Full description
Our membrane filtration systems represent technological excellence in the field of dairy product separation and concentration. Designed specifically for cheese and dairy applications, they offer unparalleled separation accuracy while preserving the functional qualities of the proteins.
Ultrafiltration technology allows for the concentration of lactic proteins and the standardization of the composition of cheese milk, essential for consistent cheese quality. Microfiltration systems offer gentle bacterial removal for ESL milk production while preserving the native protein profile.
Our nanofiltration and reverse osmosis solutions complement the range by enabling the demineralization of whey and the concentration of products before drying, with exceptional energy efficiency.
Technical Data of Filtration Systems
| Paramètre | Ultrafiltration (UF) | Microfiltration (MF) | Nanofiltration (NF) | Osmose Inverse (RO) |
|---|---|---|---|---|
| Taille de pores | 1-100 kDa | 0.1-10 μm | 0.5-5 kDa | < 0.5 kDa |
| Pression typique | 2-10 bar | 0.5-5 bar | 10-25 bar | 15-40 bar |
| Température max | 60°C | 55°C | 50°C | 45°C |
| pH opérationnel | 2-12 | 2-12 | 2-11 | 2-10 |
| Flux de perméat | 20-50 L/m²/h | 50-150 L/m²/h | 15-35 L/m²/h | 10-25 L/m²/h |
| Durée de vie membrane | 2-3 ans | 2-4 ans | 2-3 ans | 1-2 ans |
Advanced Features and Details
| Caractéristiques standards | Modules optionnels |
|---|---|
| Skid pré-assemblé avec structure en acier inoxydable | Système de monitoring en ligne de la qualité du perméat |
| Pompes haute pression à régulation variable | Analyseur de turbidité en continu |
| Système CIP automatique intégré | Contrôleur de conductivité et pH en ligne |
| Contrôle PLC avec interface tactile 15" | Connexion Ethernet et supervision distante |
| Enregistrement automatique des données HACCP | Système de concentration automatique |
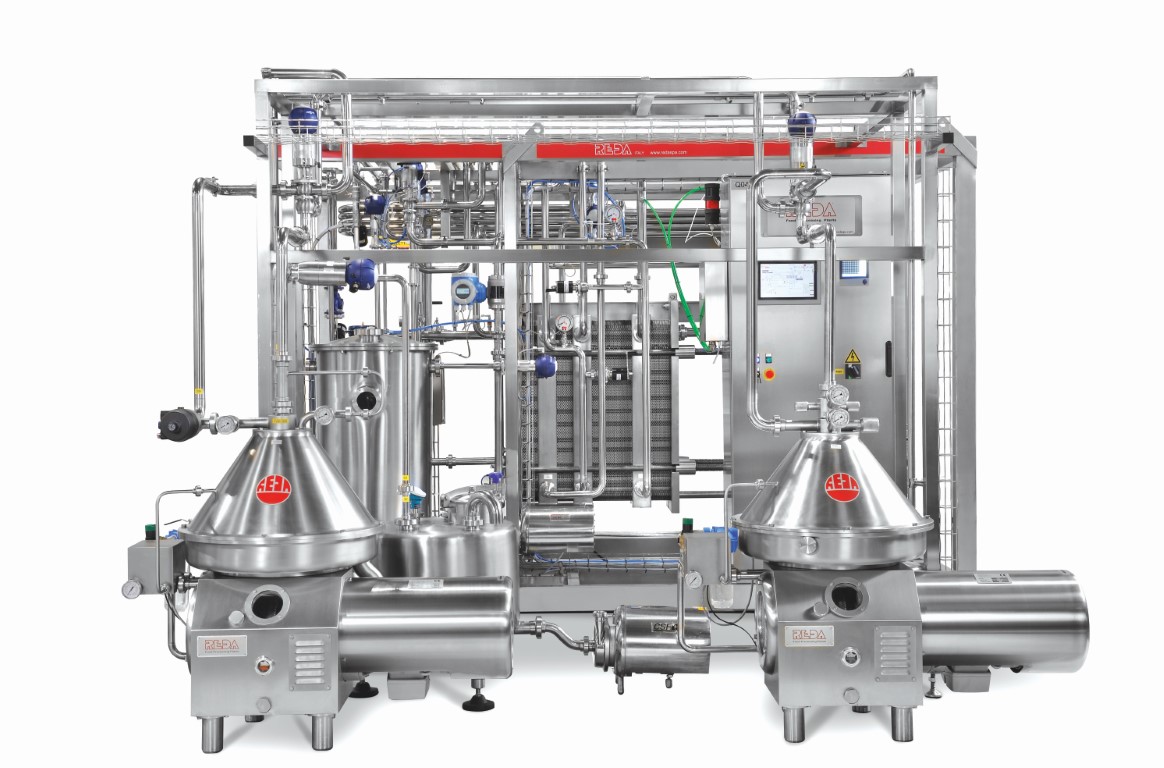
| Vannes pneumatiques sanitaires | Unité de prétraitement par séparation |
| Protection IP65 pour environnement humide | Carénage hygiénique complet |
FEATURES DETAILS
Advanced Ultrafiltration Technology
Our UF systems utilize state-of-the-art spiral or tubular membranes for the continuous concentration of whey or milk prior to further processing. Designed to produce whey protein concentrates (WPC) or milk protein concentrates (MPC) with optimal preservation of functional properties.
Microfiltration for microbiological stabilization
Microfiltration enables the removal of pathogenic cells and bacteria from liquid food products, the fractionation of dairy proteins, the regeneration of CIP cleaning chemical solutions and the final treatment of wastewater from industrial process purification.
Nanofiltration for specific separation
Processus de filtration unique conçu pour réaliser une séparation hautement spécifique des composés de faible poids moléculaire comme les minéraux et sels à partir de flux de processus complexes. Solution optimale pour la pré-concentration ou concentration des produits laitiers.
Areas of application
Our membrane filtration systems cover a wide range of applications in the dairy industry:
- Whey concentration - Production of WPC and WPI with different protein levels
- Standardization of cheese milk - Precise adjustment of protein content for consistent cheese quality
- ESL Milk Production - Microfiltration for Gentle Bacterial Removal
- Whey demineralization - Ash reduction for infant applications
- Milk concentration - Pre-concentration before evaporation or drying
Advantages of membrane filtration solutions
Superior energy efficiency
Les systèmes de filtration membranaire consomment significativement moins d'énergie que les procédés thermiques traditionnels, avec des coûts opérationnels réduits et un impact environnemental minimisé.
Preservation of native qualities
Unlike heat treatments, membrane filtration preserves the functional properties of proteins, vitamins and aromatic components of dairy products.
Flexibility and modularity
Modular design allowing future capacity expansion and adaptation to different applications thanks to pre-assembled skids for quick and easy installation.
Technical Frequently Asked Questions


OTHER PRODUCTS IN THIS SECTION


Hello! Click below to chat with our team on WhatsApp.
